Introduction
Self-Consolidating Concrete (SCC) has many benefits associated with the high workability of fresh concrete. However, this high workability means that the fresh concrete is more sensitive to variability in materials and production processes.
Therefore, successful SCC production must begin with training. All personnel need to learn the properties of SCC and how they differ from those of conventional concrete, they must be able to recognize the appearance of a stable SCC mix, and understand the consequences of making adjustments to the mix.
After the commitment to training has been made, the next step is developing robust mix designs that meet performance requirements and are tolerant to the normal variations in materials and production processes. If there is great variability in the materials and process, then the mix will have to be more forgiving, which usually means higher cost. Removing the sources of variation, or understanding and adjusting for the variation (i.e. moisture meters that adjust batch water) allow the producer to economize the mix design and maintain robustness. Batching and mixing must be carried out with attention to the moisture and water demand of materials, as well as the mixing energy and duration.
Training
All plant personnel directly involved in concrete production, especially QC personnel, batching personnel, and truck drivers, must understand the primary properties of SCC – filling ability, passing ability and stability – and how changes in the materials and processes influence these attributes.
Experience with conventional slump concrete may not transfer directly to SCC, which is more sensitive than conventional slump concrete. If the slump flow is too high or too low, the resulting concrete may not meet the specified performance. If the slump flow is too high, it can segregate; if it is too low, it may not completely fill the formwork or consolidate around reinforcing. It is unavoidable that on occasion, a mix will need to be adjusted after batching; however, due to the sensitivity of SCC it is essential that a well-trained person carry out the adjustment, and that a strict protocol (standard operating procedure) is defined and followed.
The plant should make a commitment to QC/QA including a dedicated testing station and trained personnel.
Quality Control
SCC has been shown to be less tolerant of changes than conventional concrete. Small changes to the mix, especially the amount of water, can have large effects on its plastic properties. Consequently, significantly more effort must be expended in minimizing normal production variability. A producer must:
- Have a QC program in place
- Raw materials variability
- Batching accuracy
- Moisture measurement and compensation
- Strictly enforce the QC program
- Impose tighter control limits on SCC than on conventional concrete
Current ASTM specifications, such as those on aggregate gradation, contain limits that were initially developed for conventional concrete. Acceptable variability for successful SCC production is less than for conventional concrete, and demands “control limits” that are tighter than in those specifications. How much variation can be tolerated depends on the actual materials used and needs to be determined through testing, and accurate and consistent record keeping.
Developing a Robust Mix Design
SCC performance targets, and thus the mix design, are based on the structural requirements of the element to be placed, as well as the workability/flowability required for placement. If the concrete does not have to flow very far from the pour site and there is light reinforcement, then a flow of 500-600 mm (20-24 in.) may be sufficient. However, if the concrete must flow a great distance through a highly reinforced element, then a flow of 700-760 mm (28-30 in.) may be necessary.
For starters, a plant should develop mix designs for both high flow and low flow applications. Generally, better form finishes are achieved with concrete that has a higher slump flow and lower viscosity. Consult with your GCP Applied Technologies representative to decide on admixtures and dosages. Not all HRWR admixtures are created equal and may have different interactions with cement. If one HRWR doesn’t work as planned, another may be perfect.
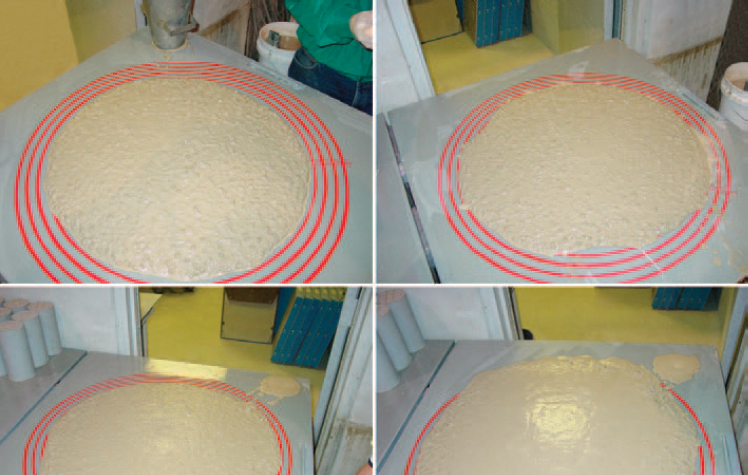
The sensitivity of the mix to changes in moisture and water demand should be evaluated with additional trial batches. Once a mix is chosen, make an additional batch with an additional 5 L/m3 (1 gal/yd3) of water to determine the robustness of the mix to moisture changes. If the mix segregates, you may wish to reproportion to obtain greater stability, especially if you only control sand moisture to ± 1%, which works out to about 7.5 L/m3 (1.5 gal/yd3) for many SCC mixes. Through this additional testing and sensitivity analysis, you can define workability limits for your specific materials in terms of slump flow, T500 (T20), and VSI. These limits should be used as a QA/QC guide.
The performance of all mix designs should be confirmed in the laboratory and in small production batches before commercial production. A good laboratory mix design is only as good as the ability of the production plant to reproduce the laboratory results. A good SCC mix requires field trials for fine tuning prior to actual production. The differences in mixing energy between a lab mixer and a truck mixer or central mix plant can significantly change the performance of the mix design, especially with respect to air management, admixture dose response, and slump flow retention.
It is good practice to establish the water demand of a mix design by measuring the slump without HRWR. This baseline can be used to troubleshoot the mix if performance changes.
Batching and Mixing
Recommended practices for batching and mixing are listed below:
- Always know and adjust for moisture in aggregates. Moisture meters for sand are strongly recommended. When producing SCC, run a moisture test on all aggregates within 1.5 hours of actual batching of SCC. If the plant does not have a moisture meter, moisture should be tested throughout the day. At a minimum, determine aggregate moisture at the beginning of the work day, mid morning, and mid afternoon. Also check moisture any time new material is delivered to the plant.
- Once the admixture dosage is established, it should not vary unless water demand of the materials has changed. This could be due to changes in any of the components – aggregates, cement, supplementary cementitious materials.
- Run gradations on aggregates a minimum of once per week or whenever the SCC mix appears to have changed. If gradations have changed, adjust mix proportions accordingly.
- Run a laboratory trial once per month, or whenever the mix appears to have changed, to expose possible water demand changes.
- If a central mixer is used, monitor the mixer amp meter as a measure of moisture level and water demand. Confirm that
Your amp meter can distinguish between an empty mixer and a highly flowable SCC mix. If not, install a higher quality digital meter (0.1 amp resolution). In the absence of HRWR, identify an amperage reading that corresponds to a slump which produces good SCC upon later addition of the SCC admixture. If the amp reading is too high, adjust with water. The amp reading should be stable before adding the SCC admixture. Establish a second target for after the addition of the SCC admixture. Adjust with admixture if the reading is too high. Changing amp readings are an important indicator of changes in materials.
- If using a truck mixer, occasionally confirm moisture control and water demand by measuring the slump before SCC admixture addition. Changes in “zero-admixture” slump are an indication of changes in sand moisture or water demand. The “zero-admixture” slump should be within ± 25 mm (1 in.) of the predefined target.
- Make sure the truck mixer is empty – as little as 5 L/m3 (1gal/yd3) of water can make the difference between success and failure. Reverse ALL water and material out of drum before backing under the batch plant. It is critical to make this point clear to truck drivers.
- Mix SLOWLY. Polycarboxylates that are designed to produce highly stable SCC develop workability more slowly than typical high range water reducers. Fast mixing leads to poor reproducibility and can induce excess foaming, which is difficult to get rid of after the fact. The concrete should have a folding motion, not a slapping motion. For truck mixers, 1⁄2 speed (8-10 rpm) is sufficient.
- Do not deliver the concrete until the contractor or finisher is ready. Standing trucks can cause an SCC pour to go very badly.
- As a general rule, addition of 5 L/m3 (1 gal/yd3) of water to SCC can increase slump flow 50-75 mm (2-3 in.); while removing 5 L/m3 (1 gal/yd3) reduces slump flow 50-75 mm (2-3 in.)
- Air content can have an impact on slump flow. The direction and magnitude of this relationship depends on the materials, mix design, and the amount of air.
In summary, moisture control and consistency of materials and processes are the keys to making quality self-consolidating concrete. Ongoing testing is imperative to either confirm that consistency is being maintained, or to determine when, and what, adjustments need to be made.
gcpat.com | North America Customer Service: +1 (877) 423 6491
We hope the information here will be helpful. It is based on data and knowledge considered to be true and accurate and is offered for consideration, investigation and verification by the user, but we do not warrant the results to be obtained. Please read all statements, recommendations and suggestions in conjunction with our conditions of sale, which apply to all goods supplied by us. No statement, recommendation, or suggestion is intended for any use that would infringe any patent, copyright, or other third party right.
These products may be covered by patents or patents pending.
© Copyright 2018 GCP Applied Technologies Inc. All rights reserved.
GCP Applied Technologies Inc., 2325 Lakeview Parkway, Suite 475, Alpharetta, GA 30009, USA
GCP Canada, Inc., 294 Clements Road, West, Ajax, Ontario, Canada L1S 3C6
This document is only current as of the last updated date stated below and is valid only for use in the United States. It is important that you always refer to the currently available information at the URL below to provide the most current product information at the time of use. Additional literature such as Contractor Manuals, Technical Bulletins, Detail Drawings and detailing recommendations and other relevant documents are also available on www.gcpat.com. Information found on other websites must not be relied upon, as they may not be up-to-date or applicable to the conditions in your location and we do not accept any responsibility for their content. If there are any conflicts or if you need more information, please contact GCP Customer Service.
Last Updated: 2024-06-21
https://gcpat.com/en/solutions/products/tb-1505-self-consolidating-concrete-scc-production-tips-technical-bulletin