Introduction
One of the newest construction materials available to designers and engineers is FORCE 10,000® D, a microsilica based concrete admixture which expands the versatility and capability of portland cement concrete. This new technology can dramatically improve concrete strengths, durability and impermeability, allowing concrete to be used in ways never before possible. Applications of FORCE 10,000® D are broad, and include high strength structural columns, less permeable parking garage decks, and abrasion resistant hydraulic structures.
This introductory bulletin will describe what microsilica is and how it works in concrete, as well as some of the practical considerations specifiers should be aware of when considering microsilica concrete. Additional Tech Bulletins will discuss specific applications of FORCE 10,000® D concrete.
Background
Condensed silica fume is a byproduct from silicon and ferrosilicon industries, where these metals are produced in submerged electric arc furnaces. As the molten metal is produced, a silica-based gas is emitted. This gaseous fume, as it rises, cools rapidly and forms extremely minute, glassy, spherical particles. The condensed silica fume, referred to as microsilica, is collected in a bag house, a system for filtering the hot air and gases vented from the furnace.
Until the last few decades, the microsilica particles were considered a waste product and discarded. However, during the 1950’s European researchers began to examine potential uses and investigate potential applications for microsilica, including its use in combination with portland cement.
Physical and Chemical Composition
The physical characteristics of microsilica are quite different than standard concrete components, but the chemical make-up is rather similar. Microsilica is an extremely fine particulate, with average diameters 100 times finer than cement particles. Specific gravities of microsilica are low, about 2.2, versus 3.15 for most portland cements. Because microsilica is an extremely fine material, its raw bulk densities are very low, varying from 9 to 25 lbs/ft3 (144 to 400 kg/m3), versus a dry bulk density of 94 lbs/ft3 (506 kg/m3 ) for cement. Figure 1 provides a visual comparison of cement, fly ash, and microsilica.
The chemical make-up of microsilica is almost pure silicon dioxide (SiO2). Table 1 compares a typical chemical analysis of the three common concrete constituents pictured in Figure 1.
Figure 1

Table 1
Chemical Analysis
| Cement | Fly Ash | Microsilica | |
| SiO2 Silica | 21.3 % | 49.0 % | 92 - 98 % |
| Al2O3 | 4.5 | 24.6 | 0.5 |
| Fe2O3 | 4.0 | 7.3 | 2.1 |
| MgO | 2.4 | 1.6 | 0.3 |
| CaO | 63.1 | 9.1 | 0.8 |
| Na2O | 0.1 | 0.2 | 0.1 |
| K2O | 1.2 | 0.6 | 1.0 |
| SO3 | 2.2 | 0.4 | 0.2 |
How Microsilica Works in Concrete
Microsilica improves concrete through two primary mechanisms — the basic pozzolanic reaction, and a microfiller effect.
When water is added to portland cement hydration.

The calcium silicate hydrate formed is the glue, or binder, which holds the system together. The weaker calcium hydroxide does not contribute as a binder, and can occupy as much as one quarter of the volume of the hydration products. Further, the calcium hydroxide can combine with carbon dioxide to form a soluble salt which will leach through the concrete, and can cause efflorescence, a familiar architectural problem. When high amounts of calcium hydroxide are present, concrete may be more vulnerable to sulphate attack, chemical attack, and adverse alkaliaggregate reactions.
The pozzolanic microsilica reacts with the calcium hydroxide and water to produce more aggregate-binding calcium silicate gel, while simultaneously reducing the calcium hydroxide content, as shown in the chemical reaction below:

This additional glue improves bonding within the concrete matrix and helps reduce permeability, while the reduction in calcium hydroxide improves concrete durability.
The beneficial effect of microsilica can be seen more dramatically from the two scanning electron photomicrographs shown in Figures 2 and 3:
Figure 2
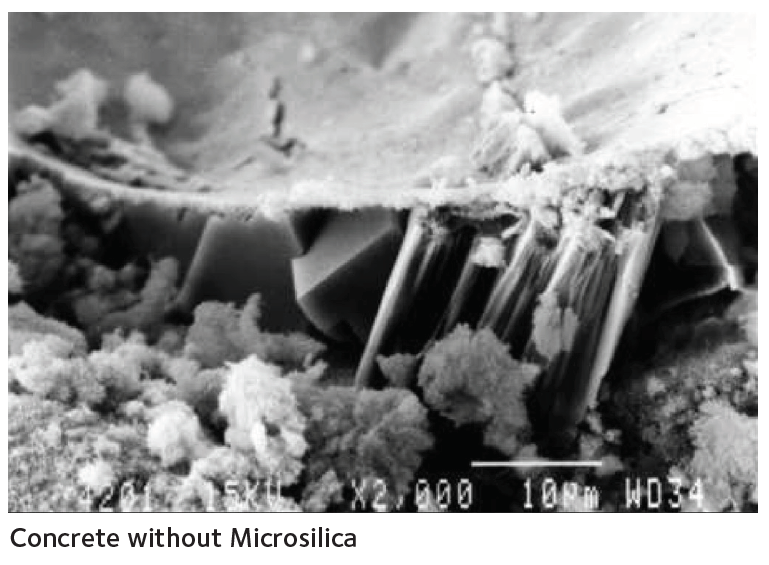
Figure 3
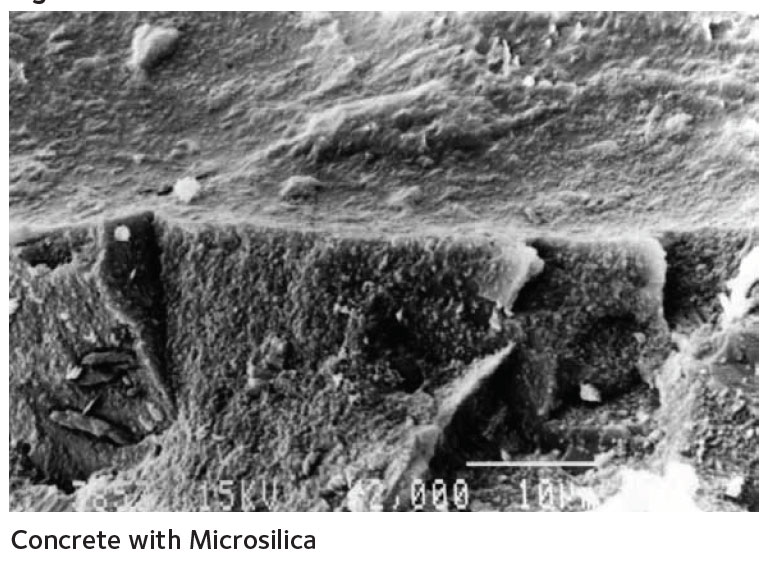
Figure 2 is magnified over two thousand times and highlights the aggregate-to-paste interface of a concrete matrix without microsilica. The top portion of the photo is a socket formerly occupied by the aggregate. Calcium hydroxide crystals are present underneath the interface, thereby preventing a good paste-to-aggregate bond.
Conversely, Figure 3 shows a similar view with microsilica concrete. The top portion shows an aggregate socket with no
Figure 4
calcium-hydroxide crystals beneath the interface. The paste forms an excellent bond to the aggregate, producing stronger concrete, and reducing permeability.calcium-hydroxide crystals beneath the interface. The paste forms an excellent bond to the aggregate, producing stronger concrete, and reducing permeability.
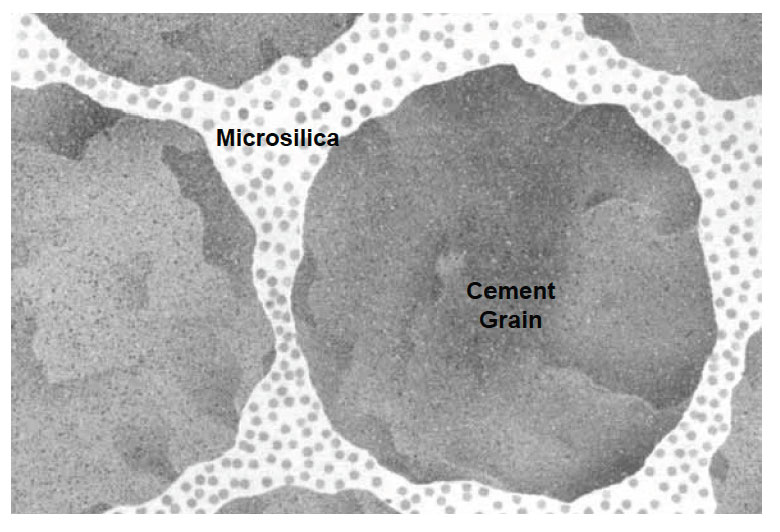
The second mechanism by which microsilica improves concrete quality is through the so-called “microfiller effect”. Most condensed silica fume has an average particle size of about 0.15 micrometers, while a typical portland cement has an average particle size of 15 micrometers. Because of this size relationship, there are over 50,000 particles of microsilica for each grain of cement in a mix containing 10% microsilica by weight of cement (as depicted in Figure 4).
The extreme fineness of microsilica allows it to fill the microscopic voids between cement particles. The microfiller effect is credited with greatly reducing permeability and improving the paste-to-aggregate bond of microsilica concrete compared to conventional concrete.
Placing, Finishing and Curing Considerations
Microsilica concrete is not difficult to work with, but because it is used for special applications, care should be taken to ensure that good quality concreting practices are followed.
The water demand of concrete can increase when microsilica is added to the mix. Just as with aggregates, the smaller sized microsilica particles have an increased surface area, and thereby, increased water demand. One method of compensating for this effect is to increase the water content; however, this leads to a lower quality concrete. The use of a superplasticizer, or high-range water reducer, in conjunction with the microsilica is almost universally recommended.
Depending on the dosage of microsilica, the fresh concrete may be more cohesive and sticky than conventional concrete. Due to this cohesiveness, slumps 1 to 2 in. (25 to 50 mm) higher than normal should be used for similar types of placement. For ease of placement, the highest practical slump (attained through the use of superplasticizers) should be specified. Despite the increased cohesiveness, microsilica concrete produces a very creamy paste and is very pumpable.
One of the biggest differences in using microsilica concrete occurs during finishing. The addition of microsilica will virtually eliminate bleed water, making it more susceptible than conventional concrete to plastic shrinkage cracking. Practices outlined in the Guide for Concrete Floor and Slab Construction (ACI 302) and Hot Weather Concreting (ACI 305) should be followed to provide a good surface.
Finishing and curing practices which have worked successfully in the field generally involve underfinishing and overcuring the concrete. Curing should begin immediately following the finishing operation, and can include fog misting and placing wet burlap over the surface. Careful attention to curing is essential; as with any concrete, microsilica concrete will perform much better when properly cured. The Standard Practice of Concrete Curing (ACI 308) should be closely followed.
The addition of microsilica can also influence the color of both plastic and hardened concrete. Typically, a microsilica concrete is darker gray than conventional concrete, and it can become almost black, depending on the dosage of microsilica used. This does lighten or bleach out with time.
Specifying Microsilica in Concrete
Microsilica is typically specified in dosages expressed by weight of cement. Dosages will vary depending on the application and the level of protection required, and typically range between 5% and 15% microsilica by weight of cement.
GCP Applied Technologies has developed sample specifications for high strength, corrosion protection and durability applications using FORCE 10,000® D concrete. Your GCP representative will be able to work with you to modify the sample specifications to meet your specific needs.
Summary of Benefits
Because of the pozzolanic nature and extreme fineness of the microsilica, FORCE 10,000® D’s use in concrete can improve many of its properties, opening up a wide range of applications. Its benefits include:
Dramatically Increased Strength
- Ready-mixed concrete compressive strengths or 10,000 to 20,000 psi (70 to 140 MPa)
- Flexural strengths of 1,500 to 2,000 psi (10 to 14 MPa)
Significantly Reduced Permeability/Increased Resistivity
- Rapid chloride permeability test results below 1000 coulombs
- Reduced water and gas permeability
- High resistivities providing corrosion protection
Improved Durability
- Higher resistance to aggressive chemical attack
- Better resistance against sulfate attack
- Improved hydraulic abrasion-erosion resistance
- Better resistance to adverse alkali-aggregate reactivity
These benefits make microsilica concrete suitable for a number of applications, ranging from structural beams and columns, to parking garage and marine structures, to chemical plant slabs, to dam spillways. These benefits and applications will be topics of future Tech Bulletins.
gcpat.com | North America Customer Service: +1 (877) 423 6491
We hope the information here will be helpful. It is based on data and knowledge considered to be true and accurate and is offered for consideration, investigation and verification by the user, but we do not warrant the results to be obtained. Please read all statements, recommendations and suggestions in conjunction with our conditions of sale, which apply to all goods supplied by us. No statement, recommendation, or suggestion is intended for any use that would infringe any patent, copyright, or other third party right.
GCP, GCP APPLIED TECHNOLOGIES, and FORCE 10,000 are trademarks, which may be registered in the United States and/or other countries, of GCP Applied Technologies Inc. This trademark list has been compiled using available published information as of the publication date and may not accurately reflect current trademark ownership or status.
© Copyright 2018 GCP Applied Technologies Inc. All rights reserved.
.
In Canada, 294 Clements Road, West, Ajax, Ontario, Canada L1S 3C6.
GCP0083 TB-0709-0418
GCP Applied Technologies Inc., 2325 Lakeview Parkway, Suite 400, Alpharetta, GA 30009, USA
GCP Canada, Inc., 294 Clements Road, West, Ajax, Ontario, Canada L1S 3C6
This document is only current as of the last updated date stated below and is valid only for use in the United States. It is important that you always refer to the currently available information at the URL below to provide the most current product information at the time of use. Additional literature such as Contractor Manuals, Technical Bulletins, Detail Drawings and detailing recommendations and other relevant documents are also available on www.gcpat.com. Information found on other websites must not be relied upon, as they may not be up-to-date or applicable to the conditions in your location and we do not accept any responsibility for their content. If there are any conflicts or if you need more information, please contact GCP Customer Service.
Last Updated: 2024-06-21
https://gcpat.com/en/solutions/products/force-10000-d-silica-fume/tb-0709-force-10000-d-microsilica-and-its-uses